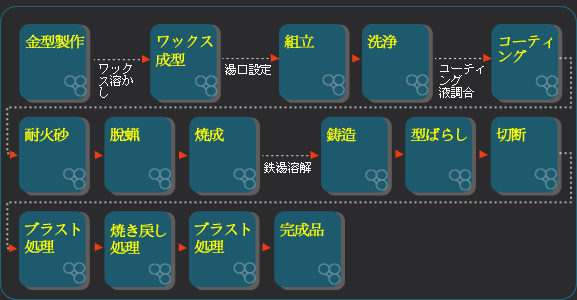
| 精密鋳造分野ではロストワックス鋳造製造方法は最も精密で広範的に用いられています。
ロウで制作した型にコーティングを施し、その後ロウを溶かすことによって鋳型を得ることからロストワックス鋳造(Lost Wax Casting)
と名付けられた製法です。 |
|
| |
金型設計及び製造
金型の製造の時、ロウの冷却・収縮と湯道の配列は、製品成敗の重要な鍵となります。
|
|
ワックス注入
半凝固状態のワックスを金型内部に注入し、ワックス注入時の作業場は製品の硬度を維持するため、常に恒温に設定されております。 |
|
ワックスツリー組立:
手作業で、はんだ付け工具でワックス模型をツリーの枝のように組み立てます。 |
|
コーティング・鋳砂固め
ワックスツリーをコーティング液に入れ、その後耐火物を繰り返し均一的に一定の厚さまでに付着させます。 |
|
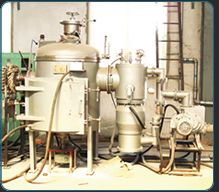
脱ワックス・焼結
コーティング済みのツリーを高圧容器に入れ、蒸気加熱を通し、内部のワックスを溶けさせ、流出します。
|
|
焼結
焼結の目的は、内部に残留した少量のワックスを完全に燃焼させるためです。焼結温度:700~1100℃。 |
|
流し込み
加熱炉から鋳型を取り出した後、すぐ溶解した金属を流し込みます。
|
|
冷却後離型:
工件を冷却させた後、鋳型を取り除きます。 |
 |
サンドブラスト:
工件を細かい鋼の砂で噴射して、表面の光沢度を増す。
|
 |
機械加工後、品質検査・製品完了。 |