|
|
|
Lost
Wax Investment Casting commences with the production
of High Quality Wax Patterns from Aluminum Injection
Tooling. These are then mounted onto a wax runner
system and the assembly is coated several times
with ceramic material and air-dried. |
|
On
completion, the mould is de-waxed leaving an empty
shell which is subsequently fired and filled with
molten metal. The shell is then allowed to cool
and removed.
Castings are cut from the runner system, finished,
heat treated (when required), straightened, sand
blasted and passed through to quality control
for a rigid inspection program.
This process uses only the finest quality raw
material to create fine tolerances, good surface
finishes and repeatable castings in a wide range
of cast materials sizes and shapes.
|
|
|
|
|
| |
|
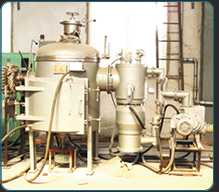 |
We are
using the most advanced Vacuum Induction Melting
technology(VIM) for the Refining of high purity
metal and alloys. Such as Nickel based Alloys and
Cobalt based alloys. As known as the famous Haynes
alloys
|
| Parameter |
Unit |
|
|
Capacity (Measure by steel
) |
Kg |
25 |
|
Highest Working Temp. |
C |
1700 |
|
Rated intermediate Frequency
Power |
kW |
100 |
|
Rated Intermediate Frequency |
Hz |
2500 |
|
Rated Voltage |
V |
250 |
|
Limit vacuum of the Equipment |
Pa |
6.67*10-3 |
|
Pressure Rise Rate |
Pa/h |
6.5 |
|
Cooling Water Consumption
Rate |
L/min |
100 |
|
|
|
|
|
|

